






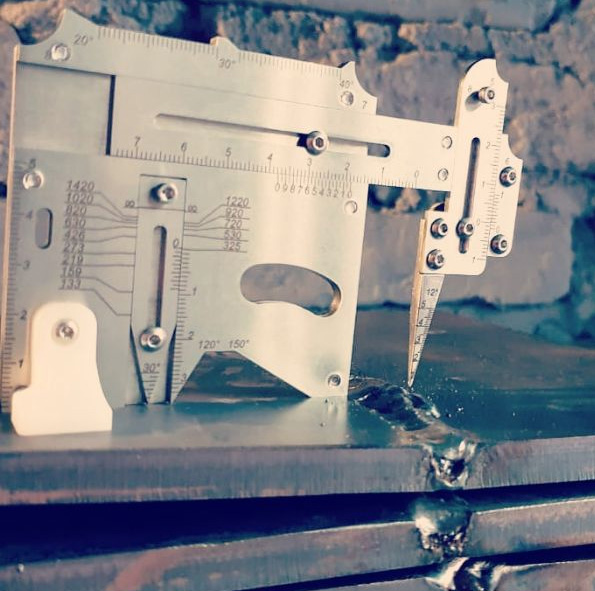

Шаблон позволяет определять большинство геометрических параметров сварных соединений и поверхностных дефектов: ширина и выпуклость шва, глубина подреза, величина смещения кромок, катет углового шва, угол скоса и зазор и др. По заключению аттестационного центра ООО «ГАЦ МР НАКС» универсальный шаблон TapiRus позволяет проводить визуально-измерительный контроль в соответствии с требованиями РД 03-606-03 без применения дополнительных шаблонов, измерительных инструментов и других приспособлений. Точность измерений по шкалам шаблона не превышает 0,1 мм.
Шаблон TapiRus оснащен необходимыми элементами, позволяющими устанавливать его на криволинейную поверхность. Для проведения высокоточных измерений на поверхность TapiRUS нанесены линейки, нониусы, индикаторные риски и шкалы. Предусмотрено несколько калибров для измерения угла перехода сварного шва, катетов, радиуса и углов разделки кромок. Шаблон снабжен щупом со сменной измерительно иглой для определения величины зазоров и высот впадин. При необходимости TapiRUS может быть поставлен с планкой 3 увеличенной длины (диапазон измерений 0...120 мм). Полный перечень функций шаблона приведен в таблице.
| Тип дефекта/отклонения | Измеряемый/оцениваемый параметр | Тип сварного соединения* | |||
| Л+Л | Т+Т | продольный шов | тавровое | ||
| асимметрия углового шва | катет | да | |||
| вмятина | высота/глубина | да | да | да | да |
| выпуклость (при сварке разнотолщинных элементов) | высота/глубина, ширина** | да | да | ||
| высота корневого слоя | высота/глубина | да | да | да | |
| высота усиления | высота/глубина | да | да | да | |
| диаметр | диаметр** | да | да | ||
| зазор | зазор | да | да | да | да |
| западание между валиками | высота/глубина | да | да | да | |
| катет | катет | да | |||
| коррозия | высота/глубина | да | да | да | да |
| кратер | высота/глубина | да | да | да | |
| неполное заполнение | высота/глубина | да | да | да | |
| овальность | диаметр** | да | да | ||
| плавность перехода | угол между основным и наплавленным металлом | да | да | ||
| подрез | высота/глубина | да | да | да | |
| превышение (уменьшение) катета углового шва | катет | да | |||
| притупление | притупление | да | да | да | да |
| смещение кромок | высота/глубина | да | да | да | |
| толщина листа/стенки трубы | ширина | да | да | да | да |
| толщина углового шва | высота** | да | |||
| увод кромок | высота/глубина | да | да | да | |
| угловое смещение | высота/глубина, ширина | да | да | ||
| угол между сваренными элементами | угол** | да | |||
| угол скоса кромки | высота/глубина, ширина | да | да | да | да |
| царапина, риска | высота/глубина | да | да | да | да |
| чешуйчатость | высота/глубина | да | да | да | |
| ширина усиления | ширина | да | да | да | |
* Л+Л – стыковое двух листов; Т+Т – стыковое двух труб; продольный шов – продольный стыковой шов труб и обечаек
** расчетный параметр
Основные преимущества шаблона
- Простота установки дает точное позиционирование по нормали к поверхности объекта контроля и стабильность при выполнении измерений
- Функциональность конструкции обеспечивает измерение большинства геометрических параметров сварных соединений и поверхностных дефектов
- Высокая точность измерений (не превышает 0,1 мм)
- приложения для ПК и Android и дополнительные аксессуары для удобства работы
Дополнительная информация по использованию шаблона содержится в инструкции по эксплуатации, содержащей следующие разделы
1. ОБЩИЕ СВЕДЕНИЯ
1.1. ФУНКЦИИ ШАБЛОНА
1.2. УСТРОЙСТВО ШАБЛОНА
1.3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ШАБЛОНА
2. ВЫПОЛНЕНИЕ ИЗМЕРЕНИЙ
2.1. УСТАНОВКА В НУЛЕВОЕ ПОЛОЖЕНИЕ
2.2. БАЗОВЫЕ ИЗМЕРЕНИЯ
2.3. СЧИТЫВАНИЕ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ СО ШКАЛ С НОНИУСОМ
3. УСТАНОВКА ШАБЛОНА НА ОБЪЕКТ КОНТРОЛЯ
3.1. УСТАНОВКА НА ПЛОСКОСТИ И ВДОЛЬ ОБРАЗУЮЩЕЙ ТРУБЫ
3.2. УСТАНОВКА ПОПЕРЕК ОБРАЗУЮЩЕЙ ТРУБЫ
3.3. УСТАНОВКА ПРИ КОНТРОЛЕ ТАВРОВОГО СОЕДИНЕНИЯ
4. КОНТРОЛЬ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ СВАРНЫХ СОЕДИНЕНИЙ И ПОВЕРХНОСТНЫХ НЕСПЛОШНОСТЕЙ
4.1. СТЫКОВОЕ СОЕДИНЕНИЕ ТИПА «ЛИСТ+ЛИСТ»
4.1.1. ВХОДНОЙ КОНТРОЛЬ
4.1.2. КОНТРОЛЬ В ПРОЦЕССЕ СБОРКИ И СВАРКИ
4.1.3. КОНТРОЛЬ ГОТОВОГО СВАРНОГО СОЕДИНЕНИЯ
4.2. СТЫКОВОЕ СОЕДИНЕНИЕ ТИПА «ТРУБА+ТРУБА» (СООСНО)
4.2.1. ВХОДНОЙ КОНТРОЛЬ
4.2.2. КОНТРОЛЬ В ПРОЦЕССЕ СБОРКИ И СВАРКИ
4.2.3. КОНТРОЛЬ ГОТОВОГО СВАРНОГО СОЕДИНЕНИЯ
4.3. ПРОДОЛЬНЫЙ СВАРНОЙ СТЫКОВОЙ ШОВ ТРУБ И ОБЕЧАЕК
4.3.1. ВХОДНОЙ КОНТРОЛЬ
4.3.2. КОНТРОЛЬ В ПРОЦЕССЕ СБОРКИ И СВАРКИ
4.3.3. КОНТРОЛЬ ГОТОВОГО СВАРНОГО СОЕДИНЕНИЯ
4.4. ТАВРОВОЕ СВАРНОЕ СОЕДИНЕНИЕ
4.4.1. ВХОДНОЙ КОНТРОЛЬ
4.4.2. КОНТРОЛЬ В ПРОЦЕССЕ СБОРКИ И СВАРКИ
4.4.3. КОНТРОЛЬ ГОТОВОГО СВАРНОГО СОЕДИНЕНИЯ
5. ИСПОЛЬЗОВАНИЕ КАЛЬКУЛЯТОРА
